GB4220 жогорку сапаттагы металл тилке араа машинасы
Спецификация
| Металл тилкесин кесүүчү машинанын параметрлери | GB220 |
| Кесүү диапазону (мм) | 200-200*200 |
| Араа тилкесинин спецификациясы(мм) | 2650*27*0.9 |
| Тастык араа ылдамдыгы (м/мин) | 27, 45, 69 |
| Ишти интенсивдештируу режими | Кол менен / гидравликалык |
| Негизги мотор кубаттуулугу (kw) | 1.5 |
| Гидромотордун күчү (кВт) | 0,75 |
| Муздатуу насосунун кубаттуулугу: (kw) | 0,04 |
| контур өлчөмү (мм) | 1400*800*1100 |
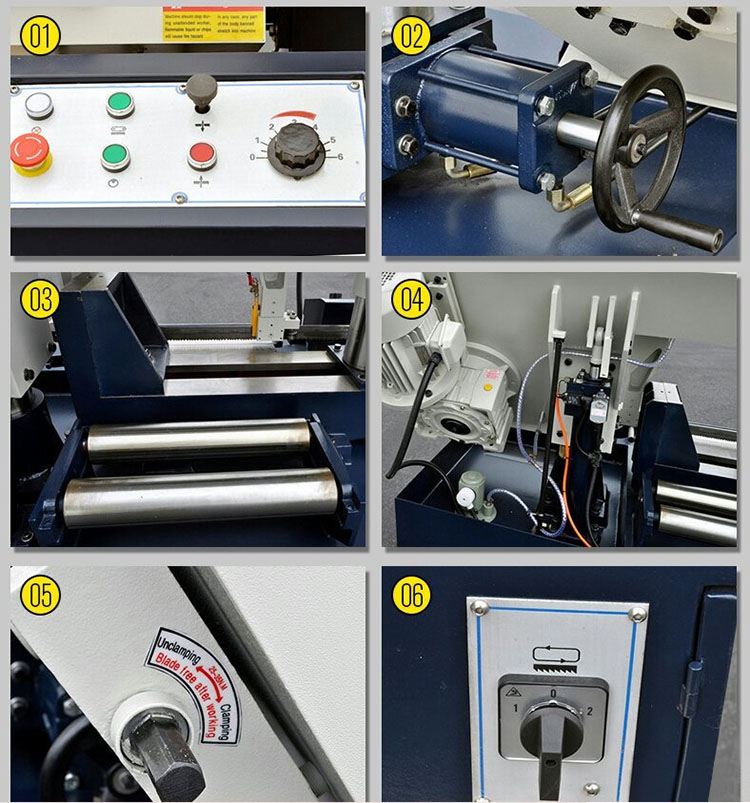
Өзгөчөлүктөрү

1. Кесүү ылдамдыгы гидротехникалык башкаруу, кадамсыз ылдамдыкты жөнгө салуу;
2. Гид блогунун түзүмү илимий жана негиздүү болуп саналат, ал араа тилкесинин кызмат мөөнөтүн узарта алат;
3. Кош мамыча түзүмү, туруктуу иштөө;
4. Туруктуу кесүү жана жогорку тактык;
5. Жумушчу кысуучу гидравликалык кысууну кабыл алат, аны иштетүү оңой.
6. Үч тараптуу гидротехникалык кысуу аппаратты ылайыкташтырылышы мүмкүн.
Металл тилкесин кесүүчү станоктун коопсуздук эрежелери
1. Тас кесүүчү станокту эксплуатациялоочу жана тейлөөчү персонал тилкелүү кесүүчү станокту эксплуатациялоо жана тейлөө ыкмаларын өздөштүрүү үчүн кесипкөй даярдыктан өтүшү керек.Операторлор адекваттуу уйкуну камсыздап, концентрацияны сакташы керек.
2. Ылдамдыкты өзгөртүүдө коргоочу капкакты ачуунун алдында токтош керек, курду бошоңдотуу үчүн тутканы буруп, V-ременин керектүү ылдамдыктагы оюкка салып, андан кийин курду керип, коргоочу капкагын жабуу керек.
3. Чипти алып салуу зым щеткасын жөндөө зымды тилке тилкесинин тишине тийгизиши керек, бирок тиштин тамырынан алыс эмес.Зым щетка темир талканы кетире алабы же жокпу, көңүл буруңуз.
4. Багыттоочу колду көгүчкөн куйругу боюндагы иштетилүүчү даярдалган материалдын өлчөмүнө жараша тууралаңыз.Тууралоодон кийин жетектөөчү аппарат кулпуланышы керек.
5. Ара материалынын Z чоң диаметри нормалардан ашпоого тийиш, ал эми даярдалган тетик бекем кысылышы керек.
6. Тастык араа тилкесинин тыгыздыгы туура, ылдамдыгы жана жеми туура болушу керек.
7. Чоюн, жез, алюминий бөлүктөрү кесүүчү суюктуктун кереги жок, башкаларга суюктук жазуу керек.
8. Араа тилкеси кесүү учурунда сынып калат.Араа тилкесин алмаштыргандан кийин даярдалган тетикти которуп, кайра араалоо керек.Аранын жаасын акырындык менен ылдый түшүрүү керек.
9. Кесүү процессинде операторго посттон чыгууга, ал эми кол кап менен иштөөгө катуу тыюу салынат.
10. Ар бир нөөмөт аяктагандан кийин электр кубатын өчүрүп, коргоочу капкагын ачып, араа дөңгөлөкүнө алып келген чиптерди алып, күнүмдүк тейлөө жана айлананы тазалоону жакшы аткарышыңыз керек.
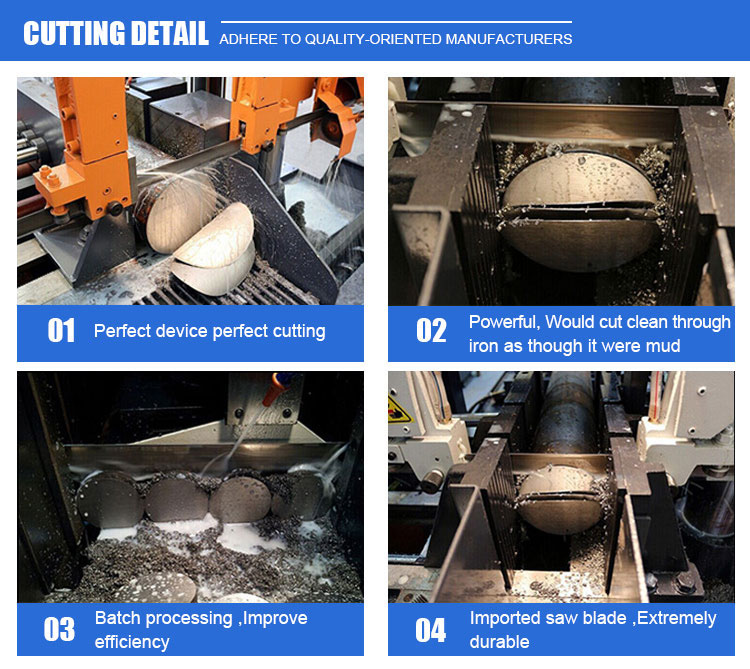
Кесүү детал
Негизинен ар кандай металл материалдарды, мисалы, көмүртектүү структуралык болот, аз эритме болот, жогорку эритме болот, атайын эритме болот жана дат баспас болот, кислотага туруктуу болот, ж.б.
1. Perfect түзмөк кемчиликсиз кесүү
2. Күчтүү, темирди ылайдай кылып кесчү
3. Партиялык иштетүү, натыйжалуулугун жогорулатуу
4. Импорттук араа, өтө бышык